Wer in der industriellen Fertigung arbeitet, kennt den Druck. Die Taktzeiten sinken. Der Kostendruck aus Osteuropa oder Asien steigt. In den Werkshallen geht es oft um Sekunden, die über Gewinn oder Verlust einer Schicht entscheiden. Viele greifen dann zu einer simplen Stoppuhr, doch das ist Steinzeit-Methodik. Wenn du wirklich verstehen willst, wie Bewegungsabläufe in der Montage funktionieren, führt kein Weg an einem Klassiker der Arbeitswissenschaft vorbei. Das Maynard Operation Sequence Technique Book bietet hierfür das theoretische und praktische Fundament, um Zeitaufnahmen nicht nur zu schätzen, sondern präzise zu berechnen. Es ist das Standardwerk für ein System, das wir heute meist nur unter dem Akronym MOST kennen.
Die Logik hinter den Bewegungssequenzen
Die meisten Methoden zur Zeitmessung sind schrecklich kompliziert. Wer sich durch alte MTM-Tabellen (Methods-Time Measurement) quält, verliert schnell die Lust. Jede kleinste Fingerbewegung wird dort einzeln analysiert. Das dauert ewig. MOST geht einen anderen Weg. Die Grundidee ist simpel: Arbeit bedeutet, Gegenstände zu bewegen. Ein Arbeiter greift ein Teil, bewegt es an eine andere Stelle und lässt es los. Oder er nutzt ein Werkzeug. Kjell Zandin, der das System in den 1960er Jahren bei der HB Maynard and Company entwickelte, erkannte dieses Muster. Er bündelte Einzelbewegungen zu Sequenzen. Das spart Zeit bei der Analyse. Du musst nicht mehr hundert Einzelwerte addieren. Du wählst eine Sequenz und füllst die Parameter aus. Kürzlich viel diskutiert: Warum die meisten beim ersten Contact mit dem B2B-Vertrieb scheitern und wie Sie fünfstellige Lehrgelder vermeiden.
Das Konzept der allgemeinen Verschiebung
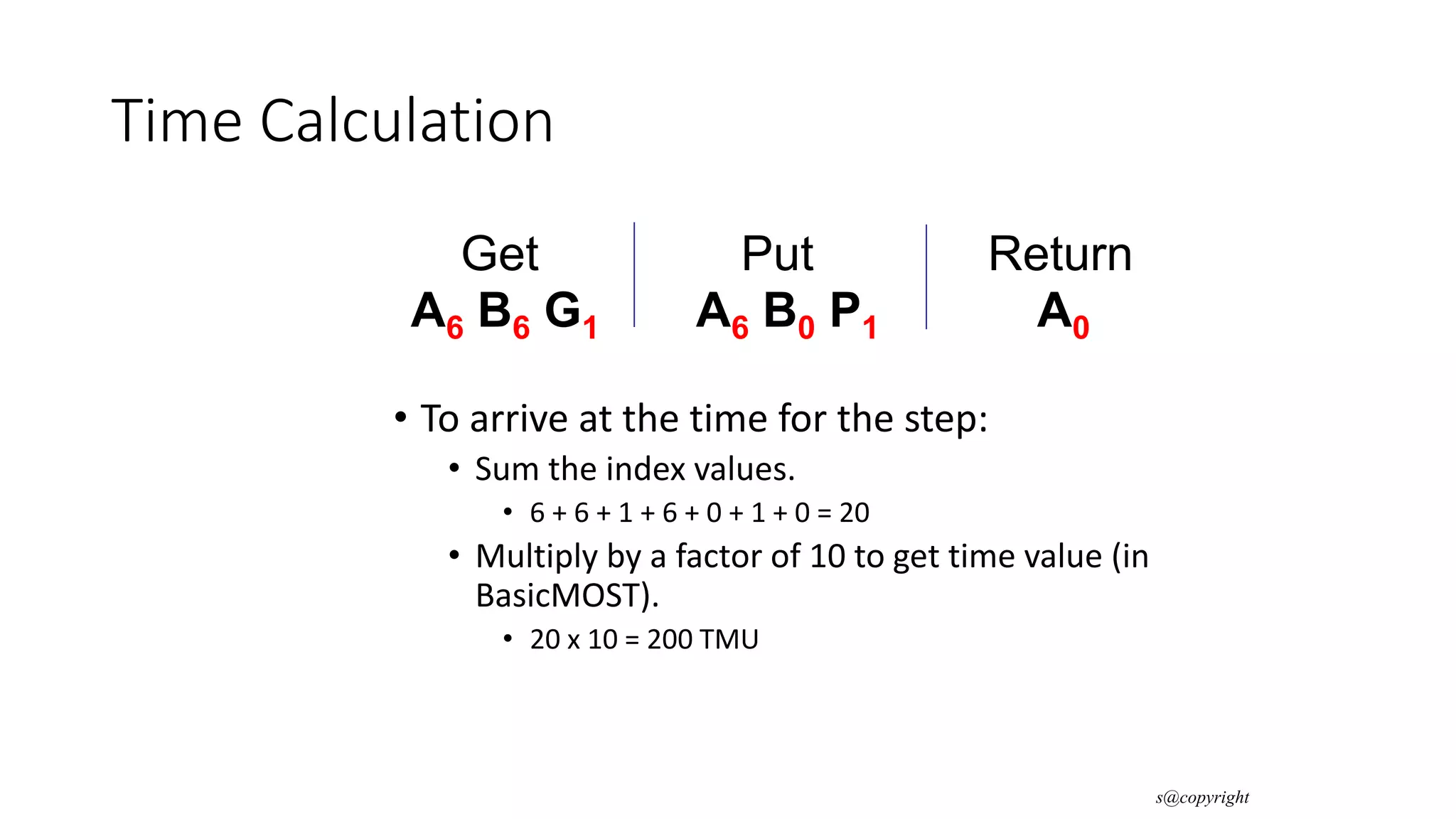
Dies ist der Kern des Systems. Es geht um die Bewegung von Objekten durch die Luft. Stell dir vor, ein Mitarbeiter am Montageband greift eine Schraube aus einem Behälter und führt sie zum Werkstück. In der Fachsprache der Arbeitsvorbereitung nennen wir das "General Move". Es gibt dafür eine feste Abfolge: Holen, Gewinnen, Platzieren, Rückkehr. Jeder dieser Schritte bekommt einen Indexwert. Diese Werte basieren auf der Entfernung und der Schwierigkeit des Griffs. Wenn die Schraube lose im Behälter liegt, ist der Index niedriger, als wenn sie exakt positioniert entnommen werden muss.
Die kontrollierte Bewegung
Manchmal bewegen wir Objekte nicht frei durch die Luft. Denk an einen Hebel, den man umlegt, oder eine Schublade, die man aufzieht. Das ist eine kontrollierte Bewegung. Hier wirken mechanische Begrenzungen. Das System berücksichtigt dabei den Widerstand und den Weg, den das Objekt zurücklegt. In deutschen Fabriken sieht man das oft an alten Pressen oder manuellen Vorrichtungen. Wer hier falsch plant, riskiert nicht nur Zeitverluste, sondern auch körperliche Überlastung der Mitarbeiter. Um das größere Bild zu verstehen, empfehlen wir den aktuellen Artikel von Finanzen.net.
Das Maynard Operation Sequence Technique Book als Leitfaden für die Praxis
In der Industrie wird oft darüber gestritten, welche Methode die beste ist. Manche schwören auf REFA, andere auf MTM-1. Doch wer eine schnelle und dennoch genaue Analyse braucht, landet meist bei MOST. In dem Maynard Operation Sequence Technique Book wird detailliert erklärt, wie man die verschiedenen Varianten wie BasicMOST, MiniMOST oder MaxiMOST anwendet. Es ist kein Buch, das man einmal liest und dann ins Regal stellt. Es ist ein Werkzeug.
Ich habe oft erlebt, dass Planer versuchen, Arbeitsplätze rein nach Gefühl einzurichten. Das geht schief. Ohne eine wissenschaftliche Basis wie die von Zandin beschriebene, entstehen Engpässe. Ein Monteur braucht vielleicht zwei Sekunden länger, weil der Behälter zehn Zentimeter zu weit links steht. Auf das Jahr gerechnet sind das bei hohen Stückzahlen Tausende von Euro. Das gedruckte Werk hilft dabei, diese Zusammenhänge schwarz auf weiß zu sehen. Es enthält die Tabellen mit den Indexwerten, die man für die Berechnung der sogenannten TMU (Time Measurement Units) benötigt. Eine TMU entspricht genau 0,036 Sekunden. Das klingt extrem kleinteilig. Ist es auch. Aber genau diese Präzision sichert die Wettbewerbsfähigkeit deutscher Standorte wie in Stuttgart oder Wolfsburg.
Strategische Vorteile einer standardisierten Zeitermittlung
Warum sollte man sich heute noch mit einem dicken Buch befassen, wenn es Software gibt? Die Antwort ist einfach: Die Software ist nur so gut wie das Wissen des Anwenders. Wer die Logik der Sequenzmodelle nicht verstanden hat, füttert den Computer mit Müll. In der Betriebswirtschaft nennen wir das "Garbage In, Garbage Out". Wenn du die Prinzipien aus dem Originalwerk beherrscht, kannst du Arbeitsabläufe bereits in der Planungsphase bewerten. Du musst nicht warten, bis die Linie steht.
Transparenz gegenüber dem Betriebsrat
Ein riesiger Vorteil in Deutschland ist die Akzeptanz. Zeitaufnahmen mit der Stoppuhr sorgen oft für dicke Luft. Mitarbeiter fühlen sich kontrolliert und gejagt. Ein System wie MOST ist objektiv. Es bewertet die Methode, nicht die individuelle Geschwindigkeit des Menschen. Wenn der Betriebsrat versteht, dass die Vorgabezeit auf international anerkannten Bewegungssequenzen basiert, sinkt das Konfliktpotential massiv. Es geht um Ergonomie und faire Ziele.
Kostenkalkulation und Angebotserstellung
Wenn ein Zulieferer ein Angebot für ein neues Bauteil abgibt, muss er wissen, was die Produktion kostet. Die Lohnkosten sind der größte Brocken. Wer hier schätzt, spielt russisches Roulette. Mit der Methode der Sequenzbausteine lässt sich die Montagezeit eines Produkts berechnen, bevor der erste Prototyp gebaut ist. Man schaut sich die CAD-Daten an, definiert die nötigen Griffe und Bewegungen und hat ein Ergebnis. Das ist professionelles Engineering. Eine solide Ausbildung in diesem Bereich ist für Industrial Engineers Gold wert. Die REFA-GmbH bietet in Deutschland ähnliche Lehrgänge an, die sich mit der Gestaltung von Arbeitssystemen befassen und oft als Ergänzung zu internationalen Standards gesehen werden.
Die verschiedenen Varianten des Systems
Nicht jeder Arbeitsplatz ist gleich. In einer Uhrenmanufaktur im Schwarzwald herrschen andere Bedingungen als bei der Endmontage von Lastwagen. Deshalb gibt es Abstufungen.
BasicMOST für die Massenfertigung
Das ist die Standardversion. Sie eignet sich für Zyklen zwischen wenigen Sekunden und einigen Minuten. Die meisten Tätigkeiten in der Automobilindustrie fallen hierunter. Die Genauigkeit ist hoch genug, um effiziente Linien zu takten, aber der Analyseaufwand bleibt im Rahmen. Man konzentriert sich auf die wesentlichen Parameter. Wie weit muss der Arm gestreckt werden? Muss der Arbeiter sich bücken? Muss er das Teil genau positionieren?
MiniMOST für Kurzzyklen
Wenn eine Tätigkeit nur wenige Sekunden dauert, aber millionenfach wiederholt wird, zählt jeder Bruchteil einer Sekunde. Hier kommen die detaillierten Analysen zum Tragen. Jede kleinste Justierung wird erfasst. Das ist harte Arbeit für den Planer. Man muss extrem konzentriert beobachten. Aber der Effekt auf die Produktivität ist gewaltig. Ein Fehler bei einer Zwei-Sekunden-Operation, die alle drei Sekunden stattfindet, legt die ganze Fabrik lahm.
MaxiMOST für lange Zyklen
Bei der Montage von Schiffsmotoren oder Flugzeugen braucht man keine Millisekunden-Genauigkeit. Hier bewegen sich die Arbeiter viel, holen Werkzeug aus dem Lager oder warten auf den Kran. Die Sequenzen sind hier grober gefasst. Man will das große Ganze sehen. Es geht darum, Verschwendung durch unnötige Wege zu eliminieren. Oft liegen hier die größten Potenziale vergraben. Arbeiter laufen oft kilometerweit durch die Halle, nur weil das Layout schlecht geplant ist.
Implementierung in modernen Unternehmen
Wie führt man so ein System ein? Man kauft nicht einfach das Maynard Operation Sequence Technique Book und hofft auf ein Wunder. Es ist ein Prozess. Zuerst müssen die Führungskräfte verstehen, dass Zeitwirtschaft kein notwendiges Übel ist, sondern ein Management-Tool. Ohne Daten kann man nichts steuern. Wer nicht misst, führt im Blindflug.
Ausbildung der Mitarbeiter
Man braucht Experten. Ein Kurs dauert meist mehrere Wochen. Die Teilnehmer lernen, Bewegungen zu lesen wie ein Musiker Noten liest. Sie sehen eine Montage und schreiben sofort die Sequenzcodes mit. Das erfordert Übung. Am Anfang macht man viele Fehler. Man übersieht einen kleinen Widerstand oder eine notwendige Drehung des Handgelenks. Aber mit der Zeit wird man präzise. Viele Firmen schicken ihre Ingenieure zur MTM Association, um die Zertifizierung für solche Methoden zu erhalten. Das ist ein Qualitätsmerkmal im Lebenslauf.
Softwareunterstützung und Datenpflege
In der modernen Fabrik liegen die Daten nicht mehr in Papierform vor. Wir nutzen Systeme wie TiCon oder spezielle Excel-Tools. Diese Programme haben die Indexwerte hinterlegt. Der Planer gibt nur noch die Codes ein, und die Software berechnet die Zeit. Aber Vorsicht: Die Pflege der Daten ist zeitintensiv. Wenn sich ein Prozess ändert, muss die Analyse sofort aktualisiert werden. Veraltete Zeitvorgaben führen zu Frust in der Produktion oder zu falschen Kalkulationen im Controlling.
Häufige Fehler bei der Anwendung von Zeitstandards
Ich habe in vielen Fabriken gesehen, wie gute Systeme gegen die Wand gefahren wurden. Der häufigste Fehler ist Arroganz. Ein junger Ingenieur kommt frisch von der Uni, hat die Theorie im Kopf und glaubt, er wisse alles besser als der Arbeiter, der seit 20 Jahren an der Maschine steht. Das ist tödlich. Man muss mit den Leuten reden. Sie wissen oft am besten, wo es hakt. Sie wissen, dass ein Teil oft klemmt oder der Behälter ungünstig steht. Wer diese Informationen ignoriert, bekommt eine Analyse, die auf dem Papier toll aussieht, in der Realität aber nie erreicht wird.
Ein weiterer Fehler ist die mangelnde Genauigkeit bei der Methodenbeschreibung. Eine Zeitvorgabe ohne genaue Beschreibung der Methode ist wertlos. Wenn die Analyse davon ausgeht, dass die Teile in Griffweite liegen, der Logistiker sie aber zwei Meter entfernt abstellt, kann der Arbeiter die Zeit nicht einhalten. Dann wird geschummelt. Es entstehen Puffer. Die Transparenz geht verloren. Die Methode muss exakt definiert sein: Wo liegen die Teile? Welches Werkzeug wird genutzt? Wie sieht der Arbeitsplatz aus? Nur dann ist die Zeitvorgabe fair und realistisch.
Die Rolle der Ergonomie in der Arbeitsgestaltung
Effizienz darf nicht auf Kosten der Gesundheit gehen. Das ist ein zentraler Punkt, der oft übersehen wird. Ein System, das nur auf Geschwindigkeit setzt, produziert Kranke. Das Maynard-Konzept berücksichtigt körperliche Belastungen wie Bücken, Gehen oder schwere Lasten durch entsprechende Indexwerte. Wenn eine Tätigkeit ergonomisch schlecht ist, steigt der Zeitwert automatisch an. Das ist ein Anreiz für den Planer, den Arbeitsplatz besser zu gestalten.
Gute Arbeitsvorbereitung sorgt dafür, dass der Mitarbeiter am Ende des Tages nicht völlig erschöpft ist. Wir wollen einen "normalen" Leistungsgrad. Niemand soll rennen müssen. Eine flüssige, harmonische Bewegung ist oft schneller als hektisches Greifen. Wer die Prinzipien der Bewegungsökonomie verstanden hat, baut Arbeitsplätze, an denen die Arbeit fast von selbst läuft. Das ist die wahre Kunst der Zeitwirtschaft.
Herausforderungen durch Industrie 4.0 und Robotik
Man könnte meinen, dass manuelle Zeitwirtschaft in Zeiten von Robotern ausstirbt. Das Gegenteil ist der Fall. In der Mensch-Roboter-Kollaboration müssen die Abläufe noch genauer synchronisiert werden. Wenn der Roboter auf den Menschen wartet oder umgekehrt, wird Geld verbrannt. Wir müssen die Bewegungen des Roboters und die Griffe des Menschen aufeinander abstimmen. Hier helfen die standardisierten Sequenzen enorm. Sie dienen als gemeinsame Sprache zwischen Maschinenbauern und Arbeitsplanern.
Auch in der Logistik gewinnen diese Methoden an Bedeutung. E-Commerce-Riesen wie Amazon optimieren ihre Pick-Prozesse bis ins kleinste Detail. Jede Sekunde beim Verpacken zählt. Die Logik der Verschiebung von Objekten ist dort allgegenwärtig. Wer die theoretischen Grundlagen aus der Literatur beherrscht, kann auch komplexe automatisierte Systeme besser bewerten. Man erkennt sofort, ob ein Greifer einen unnötigen Umweg fährt oder ein Förderband zu langsam getaktet ist.
Praktische Schritte zur Optimierung deiner Fertigung
Wenn du jetzt merkst, dass in deinem Betrieb die Zeitvorgaben eher geschätzt als gewusst sind, solltest du handeln. Es ist kein Hexenwerk, aber es erfordert Disziplin. Hier sind die nächsten Schritte, die dich wirklich voranbringen.
Bestandsaufnahme machen. Schau dir deine wichtigsten Produkte an. Wie sicher sind die Zeitvorgaben? Gibt es große Abweichungen zwischen der kalkulierten Zeit und der tatsächlichen Dauer in der Produktion? Wenn die Differenz regelmäßig über 10 Prozent liegt, hast du ein Problem.
🔗 Weiterlesen: diesen ArtikelWissen aufbauen. Investiere in die Ausbildung deiner Planer. Ein tiefes Verständnis für die Bewegungsabläufe ist die Basis. Man kann klein anfangen. Vielleicht schaffst du dir erst einmal Fachliteratur an, um die Logik zu verstehen. Wer tiefer einsteigen will, findet bei der Wissenschaftlichen Gesellschaft für Arbeitslösung viele Ressourcen und aktuelle Studien zu diesem Thema.
Pilotprojekt wählen. Such dir eine Montageinsel oder eine Maschine aus, die Probleme macht. Analysiere den Prozess nach der Sequenzmethode. Dokumentiere jeden Schritt. Oft findest du allein durch das genaue Hinsehen schon Verschwendungen, die vorher niemandem aufgefallen sind.
Arbeitsplätze standardisieren. Sorge dafür, dass jedes Teil seinen festen Platz hat. Schattenwände für Werkzeuge, definierte Abstellflächen für Behälter. Nur bei standardisierten Bedingungen funktionieren standardisierte Zeiten.
Kontinuierliche Verbesserung leben. Eine Analyse ist kein statisches Dokument. Wenn die Mitarbeiter eine bessere Idee für einen Griff haben, ändere den Prozess und die Zeitvorgabe. Belohne solche Vorschläge.
Am Ende geht es darum, eine Kultur der Präzision zu schaffen. Es geht nicht darum, die Leute zu peitschen. Es geht darum, Verschwendung zu eliminieren. Jede Bewegung, die keinen Wert schöpft, ist Verlust. Wenn du lernst, diese Verluste zu sehen und zu bewerten, hast du einen riesigen Vorsprung vor deiner Konkurrenz. Die Arbeitswissenschaft bietet uns die Werkzeuge dafür. Wir müssen sie nur benutzen. Wer die Prinzipien der systematischen Zeitermittlung ignoriert, wird langfristig gegen die Unternehmen verlieren, die ihre Prozesse im Griff haben. Es ist eine Entscheidung für Professionalität und gegen das Chaos.



